厌氧MBR
高效厌氧处理高浓度有机废水,实现沼气回收与资源再利用
工艺概述Process Overview
厌氧MBR(AnMBR)工艺结合厌氧生物反应器与外置式管式膜分离系统,在实现高效有机物降解的同时,确保出水水质稳定、清澈。该系统特别适用于食品、饮料、制药、酒精与酿造等行业的高浓度有机废水处理,不仅可大幅降低运行能耗与污泥产量,还能实现沼气产能,提升整体能源回收效率。模块化设计占地紧凑,运行灵活,具备良好的抗冲击负荷能力和出色的运行稳定性。
工艺流程|Process Flow
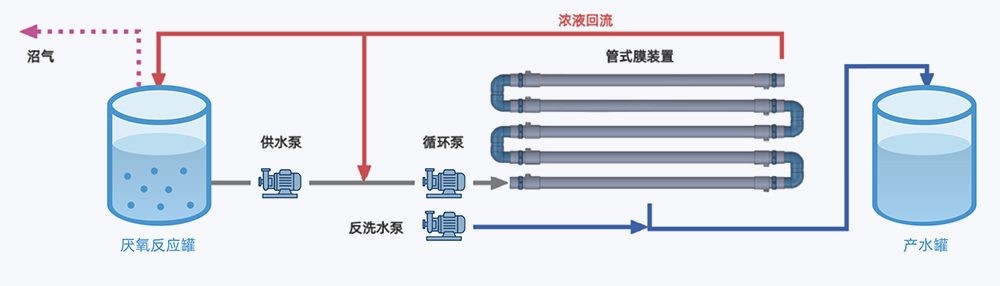
高浓度有机废水首先进入厌氧生物反应器,在缺氧条件下通过厌氧微生物降解废水中的有机物,并产生可回收利用的沼气;经生化处理后的废水进入厌氧MBR膜组件,进行固液分离,进一步降低废水中的COD、悬浮物及大分子有机污染物,产水水质清澈稳定,符合后续排放或深度处理要求。分离出的浓缩污泥则循环回厌氧反应器,维持反应器内的稳定生物量。整体工艺系统自动化程度高,膜污染率低,运行维护简便,有效实现能量回收和资源循环利用。
工艺优势|Process Highlights
高COD去除率:COD去除效率可达95–99%,确保稳定达标排放
正向能量平衡:1 kg COD ≈ 0.35 Nm3 CH4 ≈ 3.7 kWh,可用于发电或锅炉燃料
低污泥产量:污泥产量仅为传统工艺的20–30%,大幅降低处理成本
无需DAF等预处理:可处理高油、高悬浮物废水,简化预处理流程
外置膜系统优势:无需气擦洗,膜清洗自动化,运维简单
启动周期短,抗冲击负荷强:适应工业波动性强的生产场景
应用场景|Applications
乳品与奶酪加工:含高浓度有机物、脂肪和蛋白的废水,COD浓度高,可生化性好
酒精蒸馏与酿造:典型高负荷有机废水,COD浓度常超过100,000 mg/L,适合厌氧产气
果蔬加工与糖厂废水:含糖量高,易发酵,污染负荷高,适合资源化处理
生物发酵与酶制剂生产:有机物种类复杂、负荷高、可生化性强,需稳定出水与良好负荷适应性
制药与原料药行业:波动大、冲击负荷强,厌氧MBR具备良好的缓冲与去除能力
")